联系手机:13852018567
邮箱:370059170@qq.com
网址:www.xztfgd.cn
联系地址:江苏省徐州市丰县中阳大道
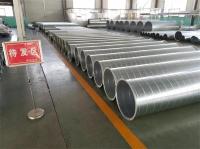
由于镀锌螺旋风管无法兰衔接,一次你具备衔接连接头密切性价比高,连接头重量较轻,省原材料,施工工序简易,节约施工时间,便于完成全机械自动化,自动化技术工程施工,工程施工低成本等许多优势,因而获得普遍营销推广应用。
镀锌螺旋风管的衔接方法按其构造基本原理可以分成承插,插条,牙齿咬合,白铁皮法兰和混合式教学衔接五种。针对周长较小的风管,有C形插条衔接和S形插条衔接;大边长短低于450mm的风管选用C形插条衔接,大边长短超过450mm而低于1000mm的镀锌螺旋风管则选用立柱式S形插条衔接,衔接后用中空抽芯铆钉将插条顶端与风管铆固,再在间隙处涂以密封剂,以保证风管的紧密连接。

为了更好地提升镀锌螺旋风管的衔接施工质量,首先依照规范规定,严控每一种无法兰连接头应用范畴,如“S”,“C”形插条应用标准是矩形框风管长边不得超过630mm,立咬口不得超过100mm。立咬口90度贴角总宽要和立咬口相对高度相一致,90度应精确,插口合口衔接翻边时次序逐件敲合,并身后垫以方铁,使翻边建筑立面整平,90度线竖直。
次之,严苛按风管规格公役规定。如专业对口移位明显将使插条插偏;口子深陷大口腔内部导致没法卡紧或连接头歪斜,歪曲。插条不可以显着倾斜,张口缝应在核心,无论插条仍是液压钢管咬口翻边应精确,卡紧,之后衔接连接头才会整齐,紧贴。
翻边四面液压钢管要齐平在一个表面,小管可以一次用折方机折出,翻边在全部延伸线应该等宽。这也是设备连接时风管插口竖直所必需的。除白铁皮法兰绷簧夹在设备连接面加密封垫片外,其他多在衔接完后在接缝处外擦抹密封剂,点胶前缝接梳理整洁。